Step-by-Step Production Process: Inside a 20t/h Industrial Organic Liquid Fertilizer Plant
- Efat Elahi
- Apr 25
- 4 min read


The global agricultural sector is undergoing a massive shift toward sustainable, high-efficiency fertilization methods. Among these innovations, the 20t/h industrial organic liquid fertilizer plant has become a cornerstone for large-scale fertilizer producers aiming to convert organic waste into high-value liquid fertilizers. Organic liquid fertilizer provides rapid nutrient absorption and can be applied via fertigation systems. It is great for environment and help reduce organic waste. For large-scale producers, establishing a 20t/h industrial organic liquid fertilizer plant is a strategic move to meet the rising demand of commercial farming.
LANE Heavy Industry, a leader in fertilizer machinery manufacturing, provides specialized machines and design required for this liquid fertilizer plant. In this article, we take an in-depth look at the sophisticated engineering and step-by-step processes that occur inside a high-performing 20t/h industrial organic liquid fertilizer plant.
The Strategic Importance of the 20t/h Scale
A 20t/h industrial organic liquid fertilizer plant represents a significant industrial tier. Producing 20 tons per hour allows a facility to output hundreds of tons of high-quality fertilizer daily, making it capable of serving regional distributors and massive agricultural cooperatives. To achieve this volume without sacrificing quality, the integration of automated machinery—such as that provided by LANE Heavy Industry—is essential.
Phase 1: Raw Material Preparation and Pre-treatment
Every successful batch of fertilizer begins with high-quality inputs. In a 20t/h industrial organic liquid fertilizer plant, raw materials often include animal manure, biogas slurry, plant extracts, or industrial organic byproducts like molasses or amino acid powders.
Solid-Liquid Separation: If the raw material is high-moisture manure or slurry, it first passes through a high-efficiency solid-liquid separator. This removes large fibers and solids, leaving a liquid base rich in dissolved organic matter.
Fine Crushing: For plant-based materials or certain organic cakes, a specialized semi-wet crusher is used to reduce the particle size. In a 20t/h industrial organic liquid fertilizer plant, ensuring the material is in a fine, flowable state is critical for the efficiency of the subsequent chemical reactions.
Phase 2: Biological Fermentation and Biochemical Extraction
Liquid organic fertilizer is not just "brown water"; it is a biologically active product. The heart of the 20t/h industrial organic liquid fertilizer plant involves deep fermentation.
Aerobic Fermentation: The liquid raw materials are pumped into large-scale fermentation tanks. Here, specific microbial strains are added to decompose complex organic molecules into simpler, plant-available forms like humic acids and amino acids.
Temperature and pH Control: LANE Heavy Industry’s fermentation systems feature integrated sensors that monitor oxygen levels and temperature. Maintaining the right environment ensures that the 20-ton-per-hour output remains consistent in nutrient density.

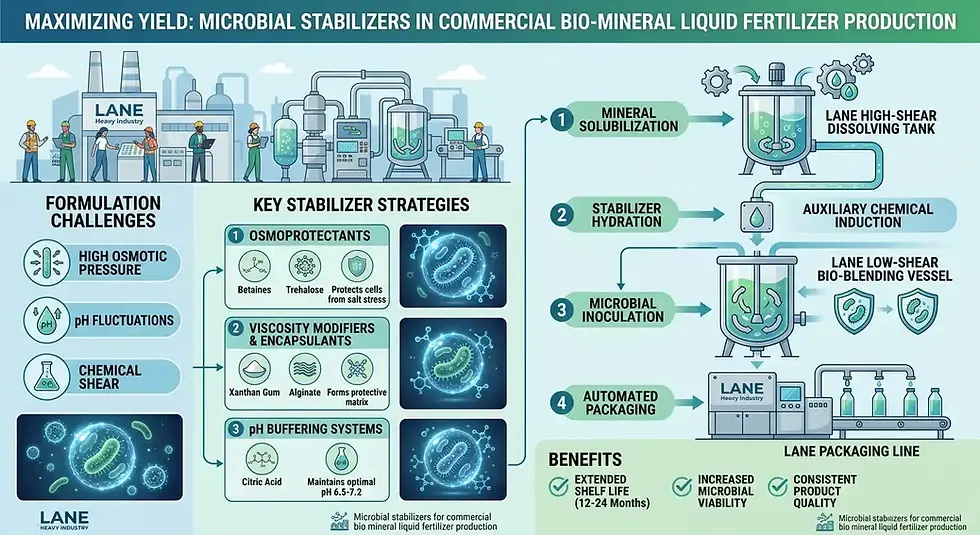
Phase 3: The Chelation and Mixing Process
Once the organic base is stabilized, it enters the mixing and chelation stage. This is perhaps the most technical part of the 20t/h industrial organic liquid fertilizer plant.
The Reaction Vessel: Large-scale stainless steel chemical reactors are used to mix the organic base with macro-elements (N, P, K) and chelated micro-elements (Zinc, Iron, Boron, etc.).
Chelation Technology: To prevent nutrients from precipitating out of the solution, chelation agents (like EDTA or fulvic acid) are introduced. The reactors in a 20t/h industrial organic liquid fertilizer plant must provide high-shear mixing to ensure that every drop of the 20 tons produced each hour is chemically stable and sediment-free.
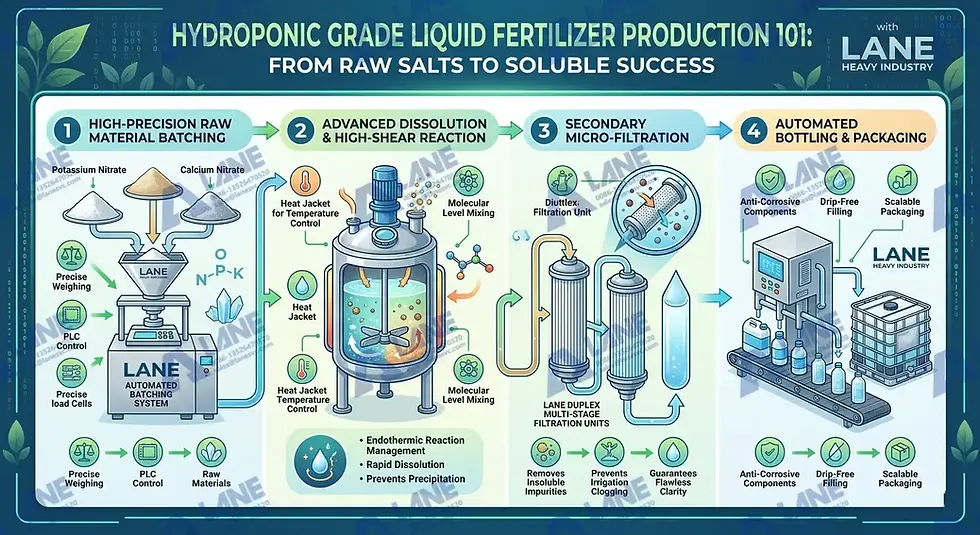
Phase 4: Multi-Stage Filtration and Homogenization
To be compatible with modern drip irrigation and spray systems, the fertilizer must be perfectly smooth. A 20t/h industrial organic liquid fertilizer plant utilizes a sophisticated filtration hierarchy:
Primary Filtration: Removes any remaining large organic particles.
Secondary Precision Filtration: Uses stainless steel mesh or bag filters to reach a fineness of 100-200 mesh.
Homogenization: High-pressure homogenizers break down any remaining clusters of molecules, creating a stable colloidal suspension that will not separate during transport or storage.
Phase 5: Storage and Aging
Before the liquid leaves the 20t/h industrial organic liquid fertilizer plant, it is transferred to large stainless steel storage tanks. This "aging" phase allows the chemical reactions to reach a complete equilibrium. LANE Heavy Industry provides tanks equipped with low-speed agitators to prevent any trace sedimentation and to maintain a uniform temperature throughout the batch.
Phase 6: Automated Filling and Packaging
The final stage of the 20t/h industrial organic liquid fertilizer plant is the conversion of bulk liquid into marketable products.
LANE Heavy Industry’s automated filling lines are designed to keep pace with the 20t/h production speed. These lines include:
Automatic Bottle/Drum Feeding: Moving containers onto the conveyor belt.
Precision Volumetric Filling: Ensuring each container receives the exact weight/volume.
Capping and Sealing: Using induction or mechanical sealing to prevent leaks.
Labeling and Palletizing: Preparing the product for immediate shipment to the end-user.

Technical Advantages of LANE Heavy Industry Machinery
Constructing a 20t/h industrial organic liquid fertilizer plant requires machinery that can handle corrosive organic acids and high-volume throughput. LANE Heavy Industry machines offer:
Material Integrity: Use of 304 or 316L stainless steel for all contact parts to prevent corrosion.
Scalability: Modular designs that allow the 20t/h capacity to be expanded if future demand increases.
Intelligence: PLC-based control rooms that allow a single operator to manage the entire 20t/h industrial organic liquid fertilizer plant from a digital dashboard.
Conclusion
The journey from organic waste to premium liquid fertilizer is a complex orchestration of precision engineering, biological expertise, and reliable automation. A 20t/h industrial organic liquid fertilizer plant from LANE Heavy Industry Machinery delivers all three. By investing in a 20t/h industrial organic liquid fertilizer plant equipped with LANE Heavy Industry machinery, producers can ensure high efficiency, product stability, and a rapid return on investment. By understanding each step of the workflow, operators can optimize efficiency, maintain consistent quality, and position their business for long-term success in the expanding organic agriculture market.

Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520

Comments