10 TPH Bio-Chemical Liquid Fertilizer Plant: A Complete Turnkey Solution for Commercial Production
- Efat Elahi
- 10 hours ago
- 3 min read


The global demand for sustainable agriculture has triggered a massive shift toward liquid organic and bio-chemical fertilizers. Manufacturing stable bio-chemical liquids is a complex engineering challenge. Manufacturers have to face raw material corrosion, nutrient precipitation, and degraded biological activity while producing liquid fertilizer. Overcoming these problems requires intelligent integration of heavy machinery and precise process control. LANE Heavy Industry addresses these vulnerabilities head-on with its fully automated 10 TPH bio-chemical liquid fertilizer plant.
LANE Heavy Industry has manufactured advance liquid fertilizer production line which can ensure ensuring structural durability and uncompromised product quality. Our industrial-grade, corrosion-resistant metallurgy and advance high-shear homogenization technology redefines the standard of commercial liquid fertilizer production.
The Core Advantages of a 10 TPH Bio-Chemical Liquid Fertilizer Plant
Investing in a 10 TPH bio-chemical liquid fertilizer plant requires a balance of advance chemical engineering with reliable heavy machinery. Our Trunkey solution is engineered to process organic wastes, biochemical extracts, and inorganic nutrients into stable, chelated liquid solutions.
1. Automation and Precision Control: Modern bio-chemical fertilizer production relies heavily on precise formulation. LANE’s 10 TPH bio-chemical liquid fertilizer plant features an advanced PLC (Programmable Logic Controller) batching system. This ensures that macro-elements (N, P, K), micro-elements (Zn, Fe, Cu, Mn, B), and biochemical agents (amino acids, humic acids, fulvic acids) are proportioned with flawless accuracy, eliminating human error.

2. Superior Corrosion Resistance: Liquid fertilizer production involves handling corrosive raw materials, such as acids and concentrated salt solutions. LANE Heavy Industry utilizes industrial-grade stainless steel (SUS304/SUS316L) and specialized carbon steel lined with glass/PTFE for all reactors, pipelines, and storage tanks. This guarantees an extended machinery lifespan and prevents heavy metal contamination in the final fertilizer product.
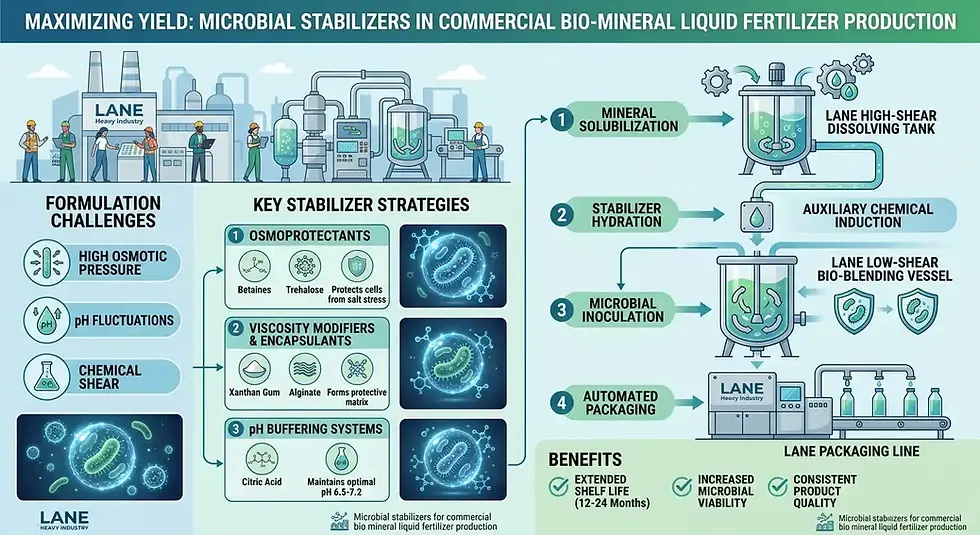
3. Excellent Microbial and Enzyme Stability: Bio-chemical fertilizers often incorporate beneficial microbes or active enzymes. The thermal and mixing dynamics within the 10 TPH bio-chemical liquid fertilizer plant are engineered to prevent localized overheating, preserving the bio-activity of the ingredients while ensuring complete homogenization.
Key Machinery Components by LANE Heavy Industry
A turnkey 10 TPH bio-chemical liquid fertilizer plant from LANE Heavy Industry consists of several modular systems working in perfect synergy:
Deep-Drill into the Production Stages:
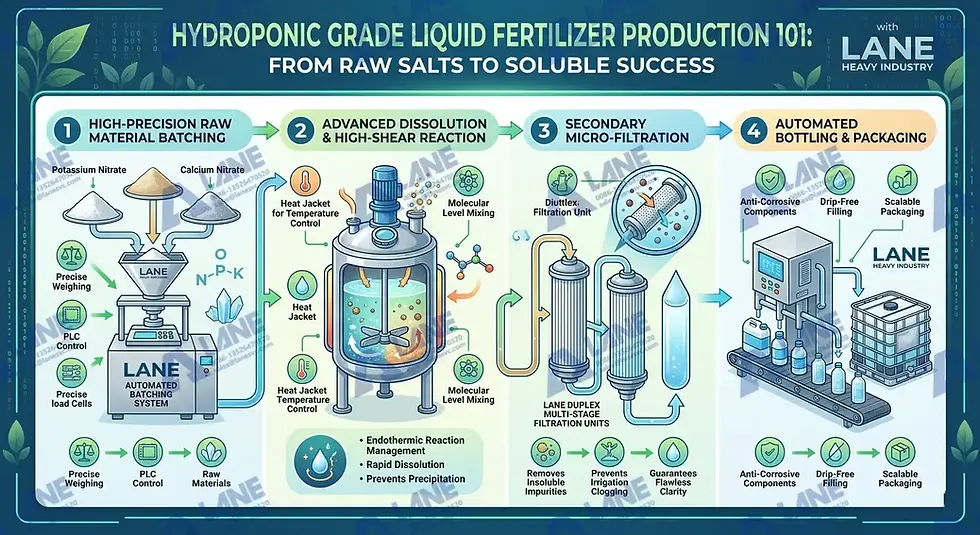
Automated Dosing & Batching System: Solid raw materials are precisely weighed using loss-in-weight feeders, while liquid raw materials are measured via high-precision flow meters, feeding directly into the reaction system.
High-Shear Chemical Reaction Reactor: The heart of the 10 TPH bio-chemical liquid fertilizer plant. Equipped with high-speed emulsifiers and multi-stage agitators, this vessel facilitates rapid dissolution, chelation, and biochemical synthesis.
Advanced Filtration System: To prevent clogging in downstream agricultural drip irrigation systems, the liquid passes through automatic self-cleaning filters and dual-stage bag filters, removing any insoluble particulate matter down to the micron level.
Finished Product Storage & Aging Tanks: Equipped with low-speed anti-settling agitators, these tanks keep the bio-chemical liquid fertilizer perfectly suspended and stable before packaging.
Automatic Liquid Filling Machine: A fully automated, anti-corrosive multi-head filling line packs the final product into containers ranging from 1L bottles to 1000L IBC totes, complete with automatic capping and labeling.

Why Choose LANE Heavy Industry for Your Turnkey Project?
Building a 10 TPH bio-chemical liquid fertilizer plant is more than just buying machinery; it requires seamless process engineering. As an ISO9001-certified manufacturer, LANE Heavy Industry provides a true end-to-end turnkey service:
Customized Factory Layout Design: We design the spatial layout based on your specific workshop dimensions to optimize material flow and reduce footprint.
Formulation Support & Process Adaptation: Whether you are producing amino acid liquid fertilizer, humic acid foliar spray, or NPK clear liquid solutions, our equipment can be adjusted to match your unique chemical viscosity and density requirements.
Global Installation & Commissioning: LANE’s experienced engineering teams deploy worldwide to handle on-site assembly, pipe welding, electrical integration, and worker training.
Investing in a LANE 10 TPH bio-chemical liquid fertilizer plant guarantees low energy consumption, zero wastewater discharge during standard operation (via closed-loop rinsing), and a fast return on investment (ROI) driven by the booming organic food market.
FAQ
What is the typical investment cost for a 10 TPH bio-chemical liquid fertilizer plant?
The cost depends on configuration, automation level, and local installation conditions, but typically ranges from mid to high industrial investment levels due to advanced equipment and control systems.
Can the plant handle both chemical and biological formulations?
Yes, a 10 TPH bio-chemical liquid fertilizer plant is specifically designed to process both chemical nutrients and biological additives under controlled conditions.
How much manpower is required to operate the plant?
With full automation, a 10 TPH bio-chemical liquid fertilizer plant can operate with a minimal workforce, typically 3–5 operators per shift.

Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520

Comments