Brine Evaporation Ponds for Fertilizer: Design, Operation and Benefits
- Efat Elahi
- May 21
- 4 min read

The fertilizer industry is facing continuous pressure to scale output, which is increasing the demand for key macronutrients like potassium to historic highs. 70% of the world’s potassium comes from unsustainable mining, this has created concerns about the environment. Among the many methods available today, Brine evaporation ponds for fertilizer have become a practical and scalable solution for recovering potassium salts from natural and industrial brines. As fertilizer manufacturers seek cost-efficient and sustainable production methods, this approach offers a strong alternative to conventional mining and chemical extraction.
When integrated with modern fertilizer production lines from LANE Heavy Industry, brine evaporation enables a complete and optimized pathway from raw brine to high-quality potash fertilizers. This is why many companies are investing in brine evaporation ponds for fertilizer processing systems combined with advanced SOP/MOP fertilizer equipment from LANE Heavy Industry. Our integrated production solutions provide reliable potash recovery, reduced energy consumption, and scalable fertilizer manufacturing capacity.
What Are Brine Evaporation Ponds for Fertilizer?
Brine evaporation ponds for fertilizer are engineered pond systems designed to extract valuable potassium salts and other minerals from saline brine through natural solar evaporation. These ponds are commonly used in potash fertilizer production because they offer an energy efficient and environmentally adaptable method for mineral concentration and crystallization.
The process works by transferring mineral-rich brine into large evaporation ponds where sunlight and wind gradually remove water. after evaporation, the dissolved minerals become concentrated and become crystallize for collection and further processing.
This technique is widely used in regions with:
High solar radiation
Low rainfall
Large land availability
Abundant underground brine resources
The use of brine evaporation ponds for fertilizer production has become especially popular in countries producing potassium sulfate (SOP) and potassium chloride (MOP) fertilizers.

Strategic Design of Evaporation Basins
Engineering highly efficient brine evaporation ponds for fertilizer extraction requires careful consideration of local geology, topography, and meteorological variables. Because these installations cover massive geographic footprints, structural integrity and leak prevention are paramount.
A well-engineered facility relies on a series of interconnected, shallow earthen basins arranged in a stepped configuration. This configuration allows gravity to handle the transport of the fluids as salinity increases.
Operational Dynamics and Fractional Crystallization
Operating brine evaporation ponds for fertilizer extraction is an exercise in applied chemical thermodynamics. Rather than evaporating the water all at once, the plant operates via fractional crystallization, moving the liquid continuously across distinct processing phases:
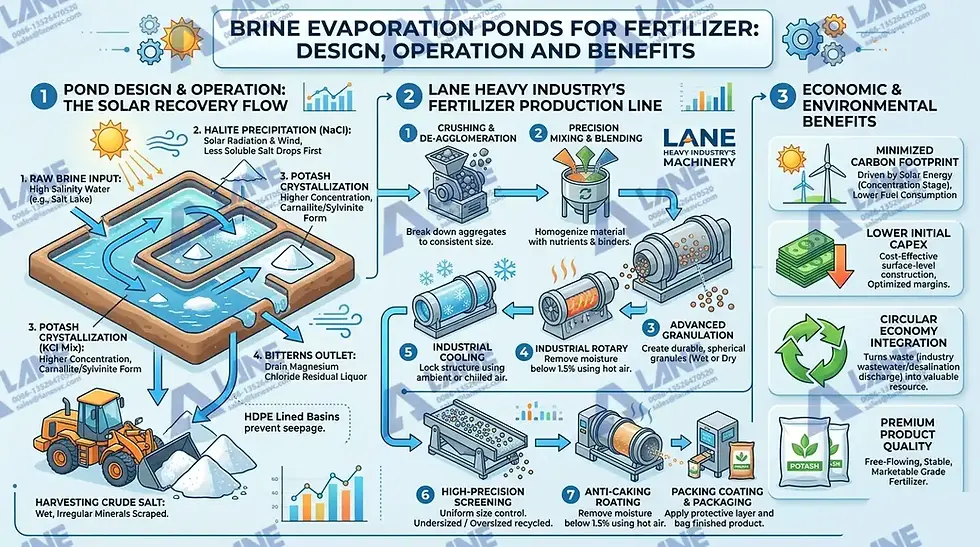
Phase 1 (Halite Dropping): Raw brine enters the initial, massive footprint basins. Solar radiation drives off water, forcing less soluble sodium chloride (NaCl) to drop to the basin floor first.
Phase 2 (Potash Concentration): The remaining liquor, now rich in potassium ions, is transferred to dedicated harvesting pools. Here, minerals like sylvinite or carnallite (KCl·MgCl₂·6H₂O) crystallize into dense surface crusts.
Phase 3 (Bitterns Discharge): The remaining highly concentrated magnesium chloride liquid is drained away to prevent it from contaminating the harvested potash bed.
Once a crystallization cycle finishes within the brine evaporation ponds for fertilizer, large mechanical harvesters scrape the solid beds. This unrefined crude potash contains high residual moisture, variable particle dimensions, and lingering sodium impurities.

Refining Raw Crystals with LANE Heavy Industry's Machinery
The unrefined materials collected from brine evaporation ponds for fertilizer are highly corrosive and structurally unstable, making them impossible to load into standard agricultural spreaders. To solve this, LANE Heavy Industry's Machinery provides a heavy-duty, corrosion-resistant downstream production line that takes raw pond crystals and converts them into pristine commercial granules.
The manufacturing workflow follows a highly automated pathway:
Crushing & Washing: Heavy-duty Hammer crusher pulverizes the solar aggregates, followed by a selective brine washing process to strip out lingering sodium table salts.
Continuous Blending: High-wear twin-shaft mixers blend the pure potash powder with precise agricultural binders or supplementary micro-nutrients.
Advanced Granulation: The prepared compound is fed into a high-capacity Rotary Drum Granulator or a dry Double-Roller Extrusion Granulator to build dense, spherical shapes.
Drying & Cooling: The fresh granules are routed through large industrial rotary dryers to eliminate internal moisture, followed by counter-current cooling drums to lock in mechanical stability.
Key Economic and Ecological Benefits
Utilizing brine evaporation ponds for fertilizer sourcing combined with specialized downstream machinery delivers immense operational advantages over conventional subsurface deep-shaft mining:
Minimized Carbon Footprint: The initial concentration and crystallization work is fully powered by free solar energy and natural wind currents, dramatically decreasing overall plant fuel consumption.
Lower Initial CAPEX: Building surface-level brine evaporation ponds for fertilizer avoids the staggering expenditures associated with underground tunnels, deep elevator shafts, and complex subterranean safety equipment.
Circular Economy Integration: Industrial operations can route high-salinity industrial wastewater or desalination discharge directly into these solar fields, turning a problematic waste management issue into a profitable fertilizer stream.
FAQ About Brine Evaporation Ponds for Fertilizer
Q1: What key factors are considered in the design of brine evaporation ponds for fertilizer?
A1: The design of brine evaporation ponds for fertilizer focuses on shallow depth (0.5-1m) for maximum sunlight exposure, large surface areas for evaporation, durable liners to prevent leakage, and interconnected ponds for sequential brine concentration. LANE Heavy Industry also considers production capacity to align the pond design with their fertilizer production line.
Q2: How long does it take for brine evaporation ponds to produce potash crystals?
A2: The timeline varies based on climate (sunlight, wind) and brine concentration, but typically takes 2-6 months. LANE’s efficient equipment speeds up harvesting and processing, reducing the overall time from brine input to final fertilizer.
Q3: Can brine evaporation ponds for fertilizer be used in all regions?
A3: They are most effective in arid, sunny regions with low rainfall, as these conditions maximize evaporation. However, LANE Heavy Industry can adapt the design to moderate climates by adding covers or temperature control features for brine evaporation ponds.

Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520



Comments