How to Achieve 100% Solubility in a Concentrated Organic Liquid Fertilizer Production Plant
- Efat Elahi
- May 11
- 4 min read


As agriculture shifts toward sustainability and efficiency as modern farmers are demanding precision and environmentally friendly fertilizer. The implementation of directly delivering nutrition system like fertigation has increased. NPK organic compound production technology has become a vital solution for producing high-performance fertilizers for this direct system like fertigation. By combining organic matter with essential nutrients—nitrogen (N), phosphorus (P), and potassium (K)—this technology delivers both immediate and long-term benefits for soil and crops.
In a concentrated organic liquid fertilizer production plant, achieving a crystal-clear, sediment-free solution proves quality and provide end user with sediment-free solution for their drip irrigation and spray systems. With advanced liquid fertilizer production line provided by LANE Heavy Industry, producers can now achieve consistent quality, high output, and environmentally responsible operations.
The Science of Solubility in Organic Liquids
Solubility in a concentrated organic liquid fertilizer production plant is defined by the ability of the organic molecules (humic acids, amino acids, or seaweed extracts) to remain completely dissolved in water without precipitating over time.
Organic molecules are large and complex, unlike synthetic salts which dissolve in the water flawlessly. Without proper processing, organic molecules can "re-associate," leading to sludge that clogs filters and emitters.
To achieve 100% solubility, the production process must focus on three pillars: Micronization, Hydrolysis, and Chelation.

Step 1: Raw Material Pre-Treatment and Micronization
The journey to 100% solubility begins before the material ever touches water. If the raw organic sources—such as leonardite, fish protein, or botanical waste—are not fine enough, the subsequent chemical reactions will be incomplete.
LANE Heavy Industry’s semi-wet material crushers and superfine pulverizers are used to reduce raw materials to a micron-level powder. By increasing the surface area of the particles, the concentrated organic liquid fertilizer production plant ensures that every milligram of material is exposed to the solubilizing agents in the reaction phase.
Step 2: Advanced Hydrolysis in LANE Reaction Vessels
The core of the solubilization process occurs within the reaction vessel. To turn insoluble organic matter into soluble "nutritional monomers," the plant utilizes either enzymatic or chemical hydrolysis.
LANE’s industrial-grade reactors, designed with precise temperature and pH control, are essential here. For instance, when producing humic acid liquid fertilizer, the reactor must maintain a specific alkaline environment to "crack" the humic molecules into water-soluble fulvic acid or humates.
Temperature Control: Maintaining a steady thermal environment ensures that the kinetic energy is sufficient to break molecular bonds without denaturing the organic compounds.
High-Shear Agitation: LANE’s reactors feature high-shear mixing blades that prevent "dead zones" in the tank, ensuring that the catalysts are distributed evenly throughout the concentrated batch.
Step 3: The Role of High-Shear Homogenization
Even after chemical reaction, some organic clusters may remain as microscopic colloids. To reach 100% solubility (or the appearance of it in a stable suspension-solution), the liquid must pass through a High-Shear Homogenizer.
This piece of LANE machinery uses mechanical force to "tear" apart any remaining clusters, reducing them to a size smaller than 2 microns. At this scale, Brownian motion keeps the particles in permanent suspension, preventing them from settling at the bottom of the bottle during storage.
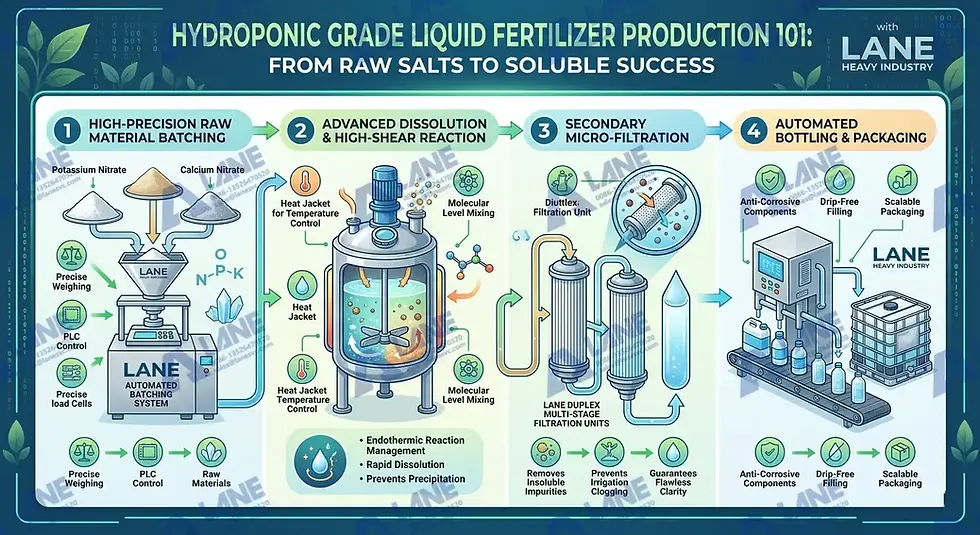
Step 4: Triple-Stage Filtration and Purification
The final guarantee of 100% solubility in a concentrated organic liquid fertilizer production plant is the filtration system. No matter how efficient the reactor is, there will always be a small percentage of non-reactive "ash" or insoluble fiber.
LANE Heavy Industry integrates a multi-stage filtration process:
Primary Centrifugal Separation: Removes large-scale impurities and unreacted solids.
Secondary Bag Filters: Traps particles down to 50 microns.
Final Membrane Filtration: The "Gold Standard" for 100% solubility. By forcing the concentrated liquid through a fine membrane, the plant ensures that the final product is free of any physical debris that could cause clogging in high-tech greenhouse irrigation systems.
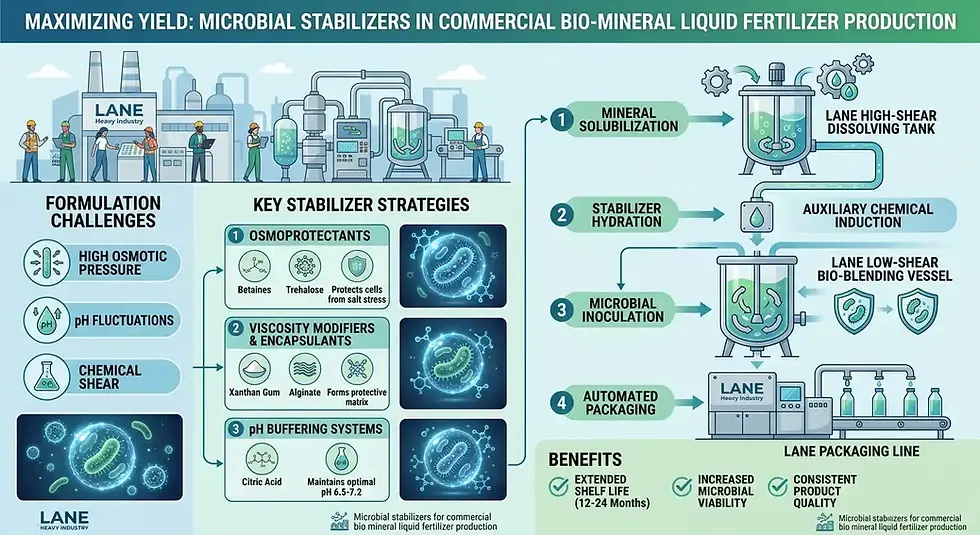
Step 5: Stabilization and Chelation
High concentration often leads to salting out, where nutrient precipitate because the water is overloaded. To prevent this, LANE’s production lines include automated dosing systems for chelating agents such as EDTA, EDDHA, or organic amino acids.
Chelation wraps the mineral ions and prevents them from reacting with other elements to form insoluble precipitates. This is crucial for NPK liquid blends where phosphorus and calcium might otherwise react to form insoluble calcium phosphate.

Why Choose LANE Heavy Industry for Your Liquid Plant?
LANE Heavy Industry provides a closed-loop concentrated organic liquid fertilizer production plant designed for the rigors of 2026 agricultural standards.
Corrosion Resistance: Our machinery uses high-grade 316L stainless steel, essential for the acidic or alkaline environments common in organic solubilization.
Automation: Integrated PLC systems monitor the solubility index in real-time, adjusting the flow and agitation speed to ensure batch-to-batch consistency.
Scalability: From 1-ton-per-hour pilot plants to 20-ton-per-hour industrial facilities, our designs are modular and expandable.
Conclusion
Solubility is not a one-time achievement but a batch-to-batch consistency challenge. It requires a synergy between chemical expertise and mechanical precision. By utilizing technology from LANE Heavy Industry, your concentrated organic liquid fertilizer production plant can produce a sediment-free product that meets the highest global standards for fertigation and foliar application.
FAQ: Liquid Fertilizer Solubility
Q1: Why is my organic liquid fertilizer forming sediment after a month of storage?
A: This is usually due to "retrogradation" or poor homogenization. If the organic molecules aren't fully broken down during the hydrolysis phase in the reactor, they will slowly re-clump. High-shear homogenization from LANE can solve this.
Q2: Can I achieve 100% solubility with animal manure as a base?
A: Yes, but it requires an intensive enzymatic hydrolysis stage and a high-efficiency filtration system to remove the non-soluble fiber content.
Q3: Does concentration affect solubility?
A: Absolutely. As the concentration increases, the "free water" available to dissolve the solids decreases. Using chelating agents and stabilizing surfactants in a LANE dosing system helps maintain a stable solution at higher concentrations.

Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520

Comments